Комплексы HK для сварки крупногабаритных металлоконструкций




Комплексы HK для сварки крупногабаритных металлоконструкций



- Производитель Huawei
- под заказ
-
 Модель HK-100SE 1010014под заказЦенагрн
Модель HK-100SE 1010014под заказЦенагрн406 086,85
-
Модель HK-100S 1010015под заказЦенагрн
296 142,00
-
Описание оборудования – Комплексы HK для сварки крупногабаритных металлоконструкций
Полуавтоматический сварочный комплекс HK-100S предназначен для сварки горизонтальных швов на вертикальной плоскости, вертикальных и кольцевых неповоротных стыков крупногабаритных металлоконструкций. Применяется для сварки поясных и вертикальных стыков при монтаже резервуаров, сварке неповоротных стыков трубопроводов диаметром более 750 мм, сварке листов обшивки корабельных корпусов, монтаже сосудов и емкостей в химической, пищевой, цементной промышленности.
УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ
Основой комплекса HK-100S является самоходная каретка, перемещающаяся по гибкому рельсу с креплением на магнитных или вакуумных опорах. Сварка осуществляется с помощью горелки сварочного полуавтомата, которая закрепляется в кронштейне каретки. Перемещение горелки осуществляется вместе с кареткой. При необходимости, колебания горелки в поперечной плоскости осуществляются с помощью осциллятора.
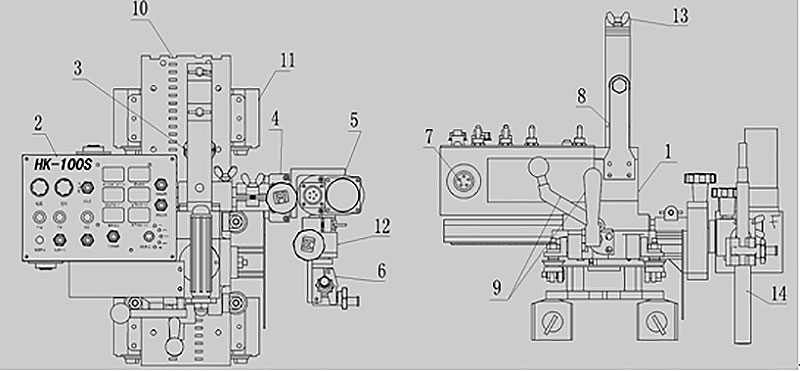
- Основной корпус, на котором установлены двигатель, планетарный редуктор, зубчатый привод;
- Блок управления;
- Устройство позиционирования горелки;
- Направляющие позиционирования горелки;
- Узел установки угла наклона горелки;
- Суппорт с резцедержателями;
- Кронштейн для крепления горелки;
- Разъем подключения питания и обратной связи со сварочным оборудованием;
- Ручка для переноски каретки;
- Направляющий рельс;
- Магнит удержания направляющего рельса;
- Осциллятор горелки;
- Кронштейн крепления кабелей;
- Сварочная горелка.
Привод перемещения каретки по рельсу представлен в виде системы асинхронного двигателя постоянного тока, соединенного через червячный редуктор с приводными зубчатыми роликами. Ролики входят в зацепление с выемками на поверхности направляющего рельса и, при их вращении, обеспечивают плавное и равномерное движение каретки вдоль рельса вперед и назад.
Параметры сварки и перемещения каретки регулируются с помощью системы управления, представленной в виде блока управления, установленного на корпусе каретки. Система управления позволяет регулировать следующие параметры:
- направление и скорость перемещения каретки,
- сила сварочного тока,
- напряжение на дуге,
- скорость подачи проволоки,
- частота и амплитуда осцилляций горелки,
- время задержки осцилляций горелки в крайних точках.
Комплекс HK-100S имеет возможность полной или частичной синхронизации с источником питания и механизмом подачи проволоки.
Полная синхронизация каретки возможна с источниками питания, оснащенными разъемами внешнего управления 6-PIN. При полной синхронизации, интерфейс управления каретки подключается к источнику питания и механизму подачи через разъем 6-PIN. В этом случае, управление всеми параметрами сварки, включая ток, напряжение и скорость подачи проволоки, осуществляется с блока управления кареткой.
При частичной синхронизации, интерфейс управления подключается к механизму подачи проволоки через триггерный разъем 2-PIN. Такой тип синхронизации позволяет использовать каретку в комплексе со сварочными полуавтоматами, которые не оборудованы контуром подключения дистанционного управления. В случае частичной синхронизации параметры перемещения каретки и включение/выключение полуавтомата осуществляются с помощью блока управления каретки, а настройка параметров сварки – с помощью штатной системы управления полуавтомата.
Гибкий рельс, по которому перемещается каретка комплекса, крепится к одной из свариваемых деталей с помощью мощных биполярных магнитов, либо, при необходимости сварки немагнитных сталей и сплавов, – с помощью вакуумных присосок. Он может располагаться как горизонтально, при сварке продольных или поясных швов, так и вертикально, для сварки вертикальных соединений. Также, рельс можно установить по окружности трубы, при выполнении сварки неповоротных стыков.
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ СВАРКИ
Параметры сварки Диаметр сварочной проволоки (d) 1,2 мм 1,4 мм 1,6 мм Ток сварки, A в нижнем положении
в вертикальном положении
в горизонтальном положении120-300
120-280
120-280150-380
150-320
150-300180-430
180-380
180-330Напряжение (U), В до 300A
свыше 300AU = 14 - 16В
U = 16 - 36ВРасстояние от среза горелки до кромки шва (H) менее 200
200 ~ 350A
350~500AH = 1015 мм
H = 1520 мм
H = 2025 ммВылет проволоки (L) Около 10 диаметров проволоки L=10d -
Технические характеристики устройства – Комплексы HK для сварки крупногабаритных металлоконструкций
Параметр HK-100S HK-100SE Сеть питания 220/50 В/Гц 220/50 В/Гц Питание двигателя DC 24 V DC 24 V Скорость линейного перемещения 0 - 1200 мм/мин 0 - 850 мм/мин Диапазон позиционирования горелки: - по вертикали
- по горизонтали
- угол установки горелки
- угол наклона горелки± 60 мм
± 150 мм
360°
10°± 60 мм
± 180 мм
360°
10°Установки осциллятора - время остановки на краях
- углы отклонения
- скорость колебаний
- угол0 ~ 2.5 сек
0 ± 8°
0 - 100
± 15°0 ~ 1.5 сек
0 ± 8°
0 - 100
изменяемыйГабаритные размеры, ДхВхШ 480 x 260 x 400 мм 330 x 290 x 310 мм Масса 11 кг 11 кг -
Видео для оборудования – Комплексы HK для сварки крупногабаритных металлоконструкций
-
Отзывы об оборудовании – Комплексы HK для сварки крупногабаритных металлоконструкций


