Комплекси HK для зварювання великогабаритних металоконструкцій



Комплекси HK для зварювання великогабаритних металоконструкцій



- Виробник Huawei
- під замовлення
-
 Модель HK-100SE 1010014під замовленняЦінагрн
Модель HK-100SE 1010014під замовленняЦінагрн406 086,85
-
Модель HK-100S 1010015під замовленняЦінагрн
296 142,00
-
Опис обладнання – Комплекси HK для зварювання великогабаритних металоконструкцій
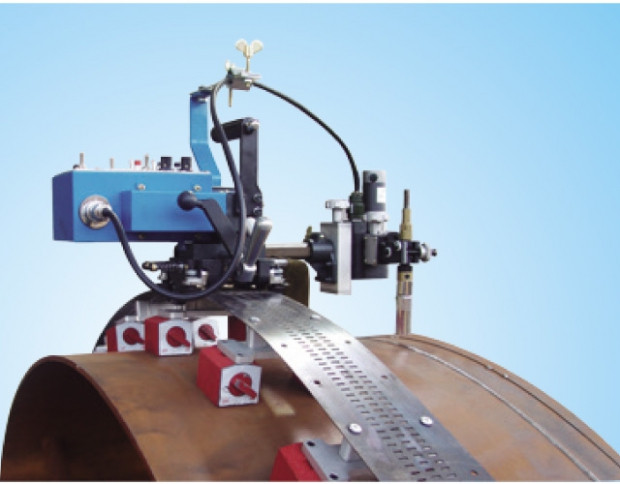
Напівавтоматичний зварювальний комплекс HK-100S призначений для зварювання горизонтальних швів на вертикальній плоскості та вертикальних і кільцевих неповоротних стиків великогабаритних металоконструкцій. Застосовується для зварювання поясних і вертикальних стиків при монтажі резервуарів, зварюванні неповоротних стиків трубопроводів діаметром понад 750 мм, зварюванні листів обшивки корабельних корпусів, монтажі судин і ємностей у хімічній, харчовій, цементній промисловості.
БУДОВА І ПРИНЦИП ДІЇ
Основою комплексу HK-100S є самохідна каретка, що переміщається по гнучкій рейці з кріпленням на магнітних або вакуумних опорах. Зварювання здійснюється за допомогою пальника зварювального напівавтомата, який закріплюється у кронштейні каретки. Переміщення пальника здійснюється разом з кареткою. При необхідності, коливання пальника у поперечній площині здійснюються за допомогою осцилятора.
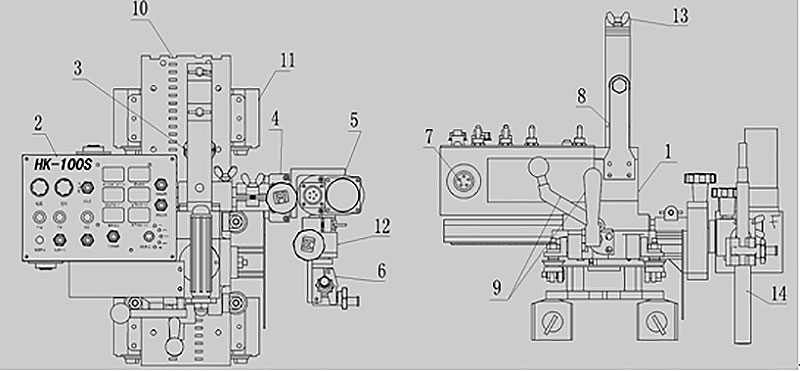
- Основний корпус, на якому встановлені двигун, планетарний редуктор, зубчастий привод;
- Блок керування;
- Пристрій позиціонування пальника;
- Напрямні позиціонування пальника;
- Вузол установлення кута нахилу пальника;
- Супорт з різцетримачем;
- Кронштейн для кріплення пальника;
- Роз'єм підключення живлення і зворотного зв'язку зі зварювальним устаткуванням;
- Ручка для перенесення каретки;
- Напрямна рейка;
- Магніт утримання направляючої рейки;
- Осцилятор пальника;
- Кронштейн кріплення кабелів;
- Зварювальний пальник.
Привод переміщення каретки по рейці представлений у вигляді системи асинхронного двигуна постійного струму, що поєднаний через черв'ячний редуктор з приводними зубчастими роликами. Ролики входять у зачеплення з виїмками на поверхні направляючої рейки і, при їх обертанні, забезпечують плавний і рівномірний рух каретки уздовж рейки вперед і назад.
Параметри зварювання і переміщення каретки регулюються за допомогою системи управління, яка представлена у вигляді блоку управління, що встановлений на корпусі каретки. Система управління дозволяє регулювати такі параметри:
- напрямок і швидкість переміщення каретки,
- сила зварювального струму,
- напруга на дузі,
- швидкість подавання дроту,
- частота і амплітуда осциляцій пальника,
- час затримки осциляцій пальника у крайніх точках.
Комплекс HK-100S має можливість повної або часткової синхронізації з джерелом живлення і механізмом подачі дроту.
Повна синхронізація каретки можлива з джерелами живлення, що оснащені роз'ємами зовнішнього управління 6-PIN. При повній синхронізації, інтерфейс управління каретки підключається до джерела живлення і механізму подачі через роз'єм 6-PIN. У цьому випадку, управління усіма параметрами зварювання, включаючи струм, напругу і швидкість подачі дроту, здійснюється з блоку управління кареткою.
При частковій синхронізації, інтерфейс управління підключається до механізму подачі дроту через критичний роз'єм 2-PIN. Такий тип синхронізації дозволяє використовувати каретку у комплексі зі зварювальними напівавтоматами, які не обладнані контуром підключення дистанційного керування. У разі часткової синхронізації параметри переміщення каретки і вмикання/вимикання напівавтомата здійснюються за допомогою блоку управління каретки, а настроювання параметрів зварювання – за допомогою штатної системи управління напівавтомата.
Гнучка рейка, по якій переміщається каретка комплексу, кріпиться до однієї з деталей, що зварюються, за допомогою потужних біполярних магнітів, або, при необхідності зварювання немагнітних сталей і сплавів, – за допомогою вакуумних присосок. Вона може розташовуватися як горизонтально, при зварюванні поздовжніх або поясних швів, так і вертикально, для зварювання вертикальних з'єднань. Також, рейку можна встановити по колу труби, при виконанні зварювання неповоротних стиків.
ПАРАМЕТРИ ЗВАРЮВАННЯ, ЩО РЕКОМЕНДОВАНІ
Параметри зварювання Діаметр зварювального дроту (d) 1,2 мм 1,4 мм 1,6 мм Струм зварювання, A у нижньому положенні
у вертикальному положенні
у горизонтальному положенні120-300
120-280
120-280150-380
150-320
150-300180-430
180-380
180-330Напруга (U), В
до 300A
понад 300AU = 14 + 0.051
U = 0.041 + 16±1.500
U = 0.041+20 ± 2.0Відстань від зрізу пальника до кромки шва (H) менше 200A
200 ~ 350A
350~500AH = 1015 мм
H = 1520 мм
H = 2025 ммВильот дроту (L) Близько 10 діаметрів дроту L=10d -
Технічні характеристики пристрою – Комплекси HK для зварювання великогабаритних металоконструкцій
Параметр HK-100S HK-100SE Мережа живлення 220/50 В/Гц 220/50 В/Гц Живлення двигуна DC 24 V DC 24 V Швидкість лінійного переміщення 0 - 1200 мм/хв 0 - 850 мм/хв Діапазон позиціонування пальника: - за вертикаллю
- за горизонталлю
- кут установлення пальника
- кут нахилу пальника± 60 мм
± 150 мм
360°
10°± 60 мм
± 180 мм
360°
10°Настанови осцилятора - час зупинки на краях
- кути відхилення
- швидкість коливань
- кут0 ~ 2.5 сек
0 ± 8°
0 - 100
± 15°0 ~ 1.5 сек
0 ± 8°
0 - 100
змінюванийГабаритні розміри, ДхВхШ 480 x 260 x 400 мм 330 x 290 x 310 мм Маса 11 кг 11 кг -
Відео для обладнання – Комплекси HK для зварювання великогабаритних металоконструкцій
-
Відгуки про обладнання – Комплекси HK для зварювання великогабаритних металоконструкцій


