
При зварюванні труб великої товщини для створення міцного з'єднання на їх торцевих поверхнях створюється фаска, тобто скіс торцевої крайки труби.
При зварюванні труб встик, може не бути повного доступу до внутрішньої поверхні стику. Прохід, що створюється в результаті зняття фаски, відкриває зварювальному пальнику доступ до всієї товщині стінки труби, що дозволяє виконати однорідний шов, який забезпечує механічну міцність з'єднання.
Вид фаски вибирається виходячи з товщини стінок труб, що зварюються.
- Зняття фаски на торці труби, з товщиною стінок менше 3 мм, у більшості випадків, не потрібно, тому що технологія дугового зварювання створює можливість зварювати по всій глибині стінки за один прохід.
-
При товщині стінок від 3 мм до 20 мм слід сформувати V-подібну фаску, щоб можна було зробити кореневий прохід, і потім заповнити шов за один або два додаткових проходи.
Найбільш часто для V-подібного оброблення крайок застосовуються кути 60° и 75° (2×30° и 2×37.5°).
-
Якщо товщина стінок у зварювальних труб більше 20 мм, застосовують обробку, яка дозволяють скоротити тривалість зварювальних операцій і витрати сировини.
- Подвійна V-подібна фаска утворюється за рахунок зміни кута оброблення крайокк. Початковий кут у 30° або 37.5° поєднується з другим кутом від 5° до 15°. Перший кут треба зберегти, щоб виключити надмірне звуження крайки.
-
J-подібна кромка.
- Однокутова J-подібна фаска зазвичай включає у себе кут від 5° до 20°, радіус заокруглення крайки і її вузькість (е). Закруглення крайки спрощує кореневої прохід, так як забезпечує більш зручний доступ до вузької фаски.
-
При дуже товстих стінках доцільно виконувати складне оброблення з криволінійним скосом крайки. Перший кут, зазвичай, створюється у 20°, а другий – 5°.
Труби з простим або складним обробленням J- образної крайки приварюються при невеликому або при нульовому розкритті (g) між частинами.
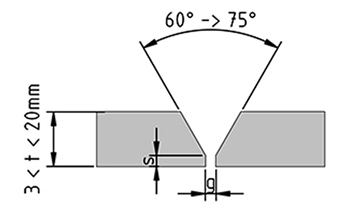
V-подібна фаска..
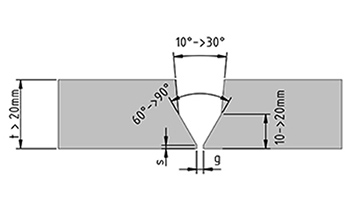
Подвійна V-подібна фаска.
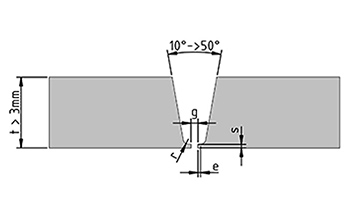
Однокутова J-подібна фаск.
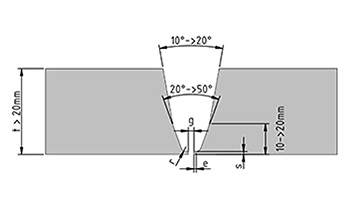
J-подібна крайка з криволінійним скосом.
Механизация процесса снятия фасок на трубах

Для механізації зняття фасок на товстостінних трубах, з урахуванням рівномірності та чистоти фаски рекомендують .
Пристрої такого типу істотно корочують час і трудовитрати на вироблення кромки, при цьому гарантують відповідний профіль. Прикладом можуть бути факознімачі .







Чистота і профільність фаски на трубі є запорукою якісного зварного шва і надійності стикування ділянок трубопроводів.
Дата останньої зміни: 18 10 2019 р.

